15106358106




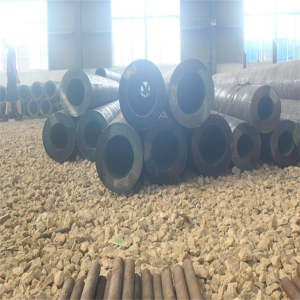
大口径厚壁钢管形变全过程有拉拨式和顶推式大口径厚壁钢管加工工艺。其形变全过程分成三个环节:在顶边球面的功效下,胚料管的壁厚******产生弯折形变;随之顶边直徑的慢慢扩大,对无缝钢管开展扩径、减壁;由顶边圆柱体段对扩径后的荒管定径、展直。显而易见,扩径关键产生在第二阶段。大口径厚壁钢管全过程关键的商品缺点是:无缝钢管表层裂开与管身裂开、壁厚不匀、内直道、皱褶、内麻坑、弯折等。
斜轧大口径厚壁钢管加工工艺始于二次破孔加工工艺。是含有2个锥型轧辊而且水准布局的斜轧管机。轧辊的直徑从形变区域通道到出入口慢慢扩大。轧辊中心线与冷轧线呈室内空间交叉式,组成送入角和碾轧角。2个轧辊为单支撑点,各自由2台电动机独立传动系统,传动系统组织坐落于轧管机的出入口侧。轧辊的部位可沿冷轧线中心线调节。导板呈左右布局。其形变区别为三一部分:挤扁减径区、减径区、转圆区。
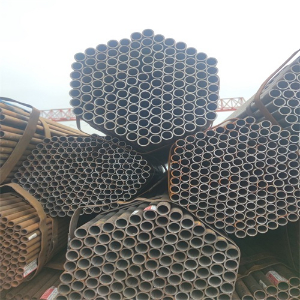
挤扁减径形变:胚料管******触碰呈悬臂梁情况的锥型轧辊,在滑动摩擦力的功效下前行。这时,胚料管只是与轧辊触碰,不与顶边触碰。其形变关键是挤扁减径形变。当减径过多时无缝钢管壁厚有时候也会变厚。挤扁减径区域尺寸与顶边部位有关联,顶边的部位调节关键是以便顺利实现胚料管的一次咬入并且为二次咬入和减壁扩径形变造就优良的结构力学和运动学标准。
减壁扩径形变:是斜轧大口径厚壁钢管的关键形变区。再此区胚料管产生减壁和扩径。因为拓宽指数贴近1,依据金属材料容积不会改变基本定律,无缝钢管壁厚减薄的金属材料基本上所有变为因直径扩大而必须填补的金属材料。金属材料的形变关键产生在胚料管的轴向和轴向。因为轧辊和顶边均能够沿分别的中心线方位挪动,因而,要是更改轧辊和顶边的部位,就能够更改所扩制的钢管的规格。当轧辊和顶边的部位调节之后,减壁区域形变量也没有产生变化。
方钢管研究会发表:转圆形变:胚料管在历经减壁扩径形变之后,已不与顶边触碰而进到转圆区。在表层滑动摩擦力的功效下,无缝钢管圆满摆脱形变区。
山东鹏鑫钢铁有限公司
电话:15106358106
地址:聊城市开发区蒋官屯工业园区
Copyright © 山东鹏鑫钢铁有限公司 版权所有 鲁ICP备2023007626号-7
热门标签:厚壁无缝钢管 (63)厚壁钢管 (58)大口径厚壁钢管 (44)厚壁钢管价格 (41)厚壁钢管现货 (39)加工 (20)切割 (20)钢管 (20)无缝 (20)厚壁无缝管 (14) 更多