15106358106



大口径厚壁无缝钢管的焊缝符合要求
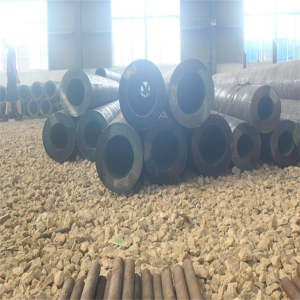
大口径厚壁无缝钢管是以卷钢盘为原材料的螺旋状无缝钢管,常常加温挤压成型,选用全自动双丝两面电弧焊加工工艺焊接而成。原料是卷钢,焊条和助焊剂。键入前必须开展严苛的物理学和化学测试。带领和尾端连接,大口径厚壁无缝钢管选用单线或多线电弧焊,无缝钢管挤压成型后选用全自动电弧焊。在成形以前,将非晶带材铺平,整修,刮平,表层清理和预弯折。电触点气压表用以操纵皮带输送机两边的气缸压力,保证输送皮带的稳定运输。选用外控或内部控制辊压成形。焊缝操纵设备用以保证焊缝达到焊接规定,严控管道直径,不对中测和焊缝空隙。
大口径厚壁无缝钢管內部和外界焊接均根据应用林肯汽车焊接机的单线或多线电弧焊开展,以得到平稳的焊接规格型号。焊接焊缝根据线上持续超音波全自动损害查验开展查验,确保了100%螺旋式焊缝的无损检测技术普及率。假如存有缺点,警报将全自动警报并喷漆,生产制造职工随时随地调节加工工艺主要参数,及其时清除缺点。应用气体等离子切割机机将钢管切割成散件。切成单条无缝钢管后,每次大口径厚壁无缝钢管须历经严苛的先查验系统软件,查验无缝钢管的物理性能,成分,粘合标准,表层质量和无损检测技术,保证管件制作过程达标。宣布资金投入生产制造。
含有持续声学材料探伤检测标识的焊缝一部分,在手动式超音波和X射线检查后,假如有缺陷,修补后,它将再度根据无损检测技术,直至确定缺点已被清除。杂带的连接焊缝的管和与螺旋式焊缝交叉的对接焊缝都由X射线电视机或胶卷查验。对每根大口径厚壁无缝钢管开展液体静压试验,并将工作压力轴向密封性。
山东鹏鑫钢铁有限公司
电话:15106358106
地址:聊城市开发区蒋官屯工业园区
Copyright © 山东鹏鑫钢铁有限公司 版权所有 鲁ICP备2023007626号-7
热门标签:厚壁无缝钢管 (63)厚壁钢管 (58)大口径厚壁钢管 (44)厚壁钢管价格 (41)厚壁钢管现货 (39)加工 (20)切割 (20)钢管 (20)无缝 (20)厚壁无缝管 (14) 更多