15106358106



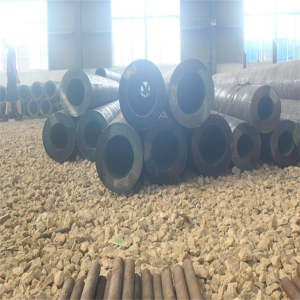
在今天的厚壁无缝管生产加工中,破孔整个过程更加合理,破孔整个过程自动化控制,所有 横轧和破孔整个过程可分为三个阶段:
1.不稳定的整个过程。厚壁无缝管前端工程师的金属复合材料渐渐地添充变形区的阶段,即厚壁无缝管和辊一开始碰触前端工程师金属复合材料变形区,此阶段有咬合和第二咬合。
2.稳定整个过程。它是破孔整个过程的重要环节,从厚壁无缝管前端工程师的金属复合材料添充变形区一开始,直到厚壁无缝管尾部的金属复合材料一开始离开变形区。
3.整个过程不稳定。厚壁无缝管尾部的金属复合材料渐渐地离开变形区,直到金属复合材料离开辊。
稳定整个过程和不稳定整个过程正中间存在显着区别,这在生产过程中很容易观察到。例如,头部的规格型号与毛细管的尾部和中间规格型号正中间存在区别。一般,毛细管前端工程师的直径大,尾端直径小,中间一部分均匀。大的头尾规格型号偏差并不是稳定整个过程的特性之一。头部直径大的原因在于,在前端工程师的渐渐地变形的地域中,金属复合材料在辊的碰触表面上的摩擦渐渐地扩张,并且在完全变形的地域中保证低值,十分是当管的前端工程师与头部相遇时。这时候,由于电源线插头的轴向摩阻,金属复合材料轴向扩宽以遭到摩阻,从而轴向扩宽变形降低,打横变形扩张,并且没有趾部限制,导致前端工程师直径大。尾端的直径并不大,因为当厚壁无缝管的尾端被瓶盖通过时,头部摩阻显着降低,变形很容易扩宽,打横旋转小,因而直徑是小。
山东鹏鑫钢铁有限公司
电话:15106358106
地址:聊城市开发区蒋官屯工业园区
Copyright © 山东鹏鑫钢铁有限公司 版权所有 鲁ICP备2023007626号-7
热门标签:厚壁无缝钢管 (63)厚壁钢管 (58)大口径厚壁钢管 (44)厚壁钢管价格 (41)厚壁钢管现货 (39)加工 (20)切割 (20)钢管 (20)无缝 (20)厚壁无缝管 (14) 更多